
Non-Rising Stem Gate Valve Factory: Precision Engineering for Reliable Flow Control
2026-06-27
In industrial systems where flow control can make or break operational safety, the choice of valve technology often separates seamless performance from costly downtime. At DRIFCO, precision engineering meets practical durability in every non-rising stem gate valve we produce. But what truly sets our factory apart isn’t just the machinery—it’s the obsessive attention to hidden details that keep your flows steady when conditions turn extreme. This blog peels back the layers of our manufacturing philosophy, revealing how a seemingly simple component becomes the silent guardian of your piping network.
Crafting Gate Valves with Hidden Stems
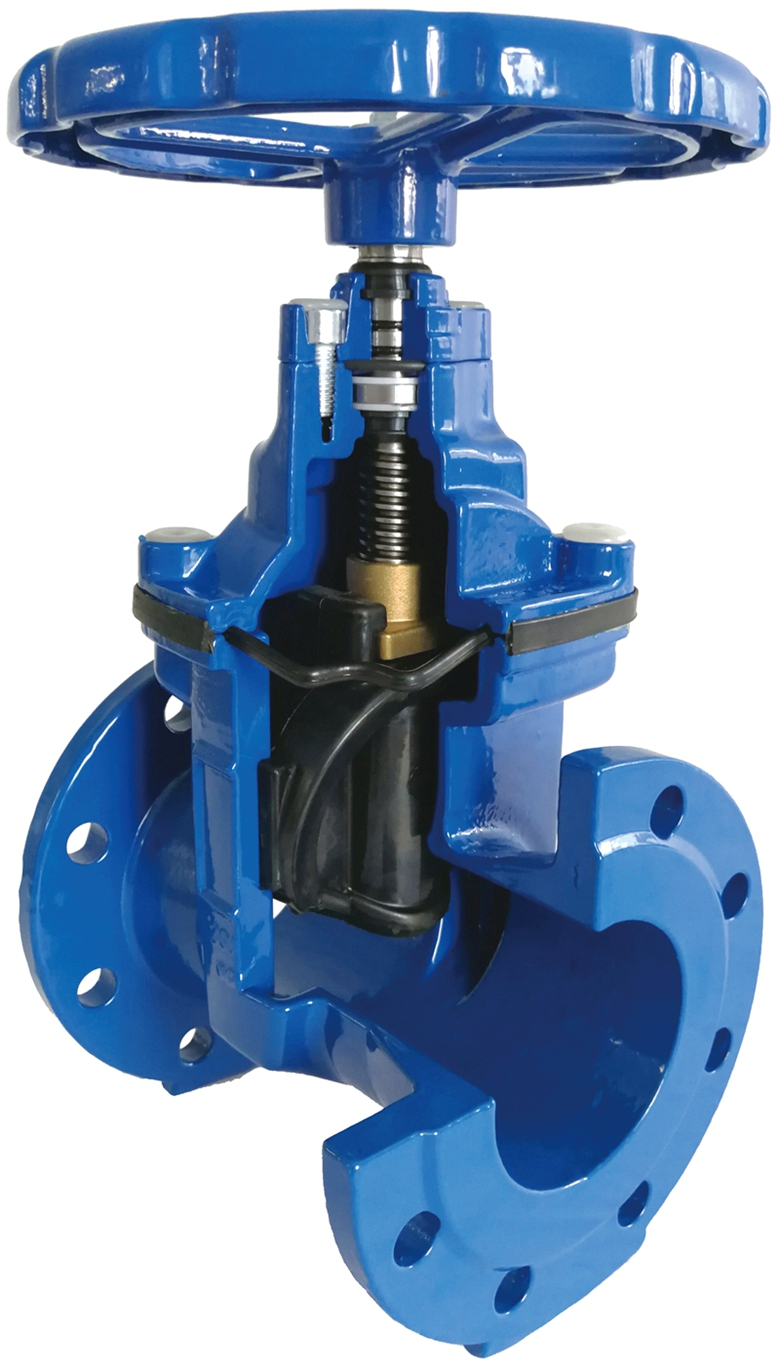
Crafting gate valves with hidden stems demands a keen focus on internal alignment. The stem, tucked away inside the bonnet, never rises as the disc moves—so every thread and bearing surface must mesh with minimal play. Machinists often rely on precise thread rolling for the stem and matched tapping of the sliding nut, ensuring smooth operation without wobble over thousands of cycles.
Sealing the stem pathway requires careful attention, too. Graphite-based packing rings, often braided with corrosion inhibitors, are compressed just enough to stop leaks without adding friction. The real trick is in the backseat design—a metal-to-metal shut-off that protects the packing when the valve is fully open, extending service life in high-pressure steam or chemical lines.
Why Non-Rising Design Matters in Tight Spaces
Space is a luxury in compact environments, and every inch counts. Non-rising designs eliminate the need for vertical clearance, allowing fixtures to fit seamlessly under low overhangs or within confined nooks. This isn't just about squeezing things in—it's about reclaiming usable area that would otherwise be lost to bulky, upward-moving mechanisms.
Beyond the immediate spatial gain, these fixed or low-profile solutions reduce visual clutter. When an object stays streamlined and predictable in its footprint, the entire area feels more open and intentional. You avoid the awkward dance of adjusting components that jut out or demand overhead room, making daily routines smoother and less frustrating.
Durability and ease of maintenance also tip the scales. Fewer moving parts mean less wear and tear, and cleaning becomes straightforward without having to navigate around protruding elements. In tight quarters where accessibility is already challenged, a non-rising design quietly removes obstacles, proving that smart engineering can turn cramped into comfortable.
Precision Machining from Raw Material to Final Product
The transformation from a raw metal blank into a precisely engineered component begins with careful material selection. Every alloy behaves differently under the stresses of cutting, so machinists assess hardness, grain structure, and thermal properties before the first chip is ever made. This upfront analysis sets the stage for a process where microns matter and surface finish can determine performance.
At the core of precision machining is a tight loop between program, tool, and measurement. Computer-controlled mills and lathes execute CAM-generated toolpaths with repeatability measured in tenths, but even the best code is nothing without real-time feedback. In-process probing checks critical dimensions mid-cycle, automatically adjusting offsets to compensate for tool wear, ensuring consistency from the first part to the ten-thousandth.
Finishing operations like grinding, honing, or lapping bring surfaces to mirror quality and tolerances to the sub-micron level. After final inspection with CMMs and optical comparators, components often undergo deburring, cleaning, and sometimes coating before they are packaged. The result is a part that fits seamlessly into its assembly, ready to perform under the toughest conditions without a whisper of imperfection.
Beyond Standards: Our Rigorous Testing Protocols
We push far beyond industry checklists. Our evaluation framework combines real-world stress scenarios with edge-case analysis to uncover vulnerabilities that conventional testing overlooks. By integrating continuous feedback loops from actual deployments, we adapt protocols dynamically, ensuring each product is challenged against emerging threats and unpredictable usage patterns.
Every component undergoes layered scrutiny—from isolated unit tests to full-system integration trials under extreme conditions. We simulate years of wear in accelerated life-cycle chambers, bombard interfaces with malformed inputs to assess resilience, and validate failover mechanisms by physically disrupting power and network connectivity. These methods reveal subtle interactions that standard certifications miss.
Our process doesn’t end at launch. Post-deployment monitoring feeds anonymized performance data back into the testing cycle, allowing us to refine criteria continuously. This living protocol evolves with the threat landscape, making static compliance a starting point, not a finish line.
Tailored Solutions for Demanding Industrial Environments
Every factory floor, processing plant, or outdoor worksite throws its own set of challenges at equipment—extreme temperatures, constant vibration, corrosive chemicals. Off-the-shelf hardware rarely holds up because these conditions demand more than standard tolerances. That’s why we work closely with your engineers to understand the exact environment, then build systems that fit seamlessly into your existing workflows without compromise.
From reinforced casings that shrug off dust and debris to custom firmware that keeps critical processes running during power fluctuations, the goal is simple: keep your operation moving. We don't believe in forcing a generic product into a unique situation. Instead, every solution is shaped by the realities of your site, tested against real-world stress factors, and supported by people who actually understand heavy industry.
Continuous Innovation in Fluid Handling Technology
In an industry where precision and reliability are paramount, fluid handling technology never stands still. What was cutting-edge a decade ago is now just the baseline, pushing engineers and manufacturers to constantly refine their designs. This drive isn't just about keeping up—it's about anticipating the needs of processes that get more demanding every year. From smart sensors that adjust flow in real time to materials that resist corrosion in ways older alloys couldn't dream of, the pace of change is relentless. Every breakthrough, no matter how small, ripples through sectors like biopharma, chemical processing, and water treatment, often redefining what's possible in those fields.
Much of today's innovation happens at the intersection of mechanical design and digital intelligence. Pumps, valves, and fittings are no longer passive components; they're becoming active participants in process control, communicating performance data and preempting maintenance needs. For example, adaptive systems now use machine learning to detect subtle pressure anomalies that a human operator would miss, preventing downtime before it occurs. Meanwhile, advances in computational fluid dynamics allow engineers to model flow behavior with astonishing accuracy long before a prototype is ever built, slashing development cycles and uncovering efficiencies that traditional trial-and-error would overlook.
Behind these technical leaps lies a deeper shift in mindset. Leading manufacturers are moving away from a simple "if it breaks, we fix it" mentality and embracing a culture where continuous improvement is woven into the daily workflow. That means investing not just in R&D labs but in the practical insight of field technicians and end users who spot friction points firsthand. It also means sustainable design isn't an afterthought—leak-free connections and energy-efficient motors aren't just cost-savers but essential for meeting global environmental standards. Ultimately, the true measure of innovation isn't a flashy new product line; it's how seamlessly better fluid handling fades into the background, letting critical processes run safer, cleaner, and more efficiently than ever.
FAQ
Our valves are precision-engineered for applications where vertical space is limited. The non-rising stem design keeps the stem within the valve body, eliminating the need for extra clearance above the handwheel, making them ideal for underground installations and tight piping systems.
We implement rigorous quality checks at every stage, from material sourcing to final assembly. Each valve undergoes hydrostatic and pneumatic testing to verify seat and shell integrity, ensuring reliable performance under demanding conditions.
Absolutely. We manufacture our non-rising stem gate valves with robust materials like cast steel, stainless steel, and special alloys, enabling them to operate safely in pressures up to Class 2500 and temperatures ranging from -196°C to 650°C, depending on the configuration.
Our valves serve critical roles in oil and gas, water treatment, chemical processing, power generation, and marine systems. They are trusted for on/off isolation in pipelines carrying water, steam, oil, and corrosive fluids.
Yes, we offer tailored solutions including different end connections (flanged, threaded, welded), trim materials, actuation options (manual, electric, pneumatic), and special coatings to match your exact operational needs.
We provide comprehensive technical assistance, from installation guidance to troubleshooting. Our service team is ready to support with on-site inspections, spare parts supply, and maintenance recommendations to maximize the service life of your valves.
By preventing stem exposure to external contaminants, the internal stem threads are protected from dirt, debris, and corrosive atmospheres. This significantly reduces wear and extends the valve's operational lifespan, especially in buried or harsh environments.
We strictly follow international standards such as API 600, API 6D, BS 1414, and ASME B16.34. Fire-safe designs according to API 607/6FA are also available upon request, ensuring safety and reliability in fire-risk applications.
Conclusion
At the heart of reliable fluid management systems, the non-rising stem gate valve factory combines precision crafting with practical design to deliver exceptional flow control. Every valve begins as raw stock, carefully machined and assembled with hidden stem mechanisms that maintain a compact footprint—critical in confined installations where space is at a premium. This design eliminates the need for additional headroom, making it ideal for underground or indoor piping networks. Attention to geometry ensures smooth operation even under high-pressure conditions, while the concealed stem protects against external damage and corrosion, extending service life in challenging environments.
Quality assurance goes far beyond conventional benchmarks; each unit undergoes a battery of demanding tests to verify sealing integrity, actuation force, and material durability. These protocols surpass industry norms, simulating years of service under extreme pressures and temperatures. From petrochemical plants to water treatment facilities, custom configurations are engineered to withstand specific media, temperatures, and cycling frequencies. Continuous refinement of design and manufacturing processes keeps these valves at the forefront of fluid handling innovation, offering end users not just a component but a long-term, dependable solution for critical flow regulation. This commitment to innovation ensures that every valve not only meets current requirements but anticipates future challenges in fluid handling.
Contact Us
Contact Person: George
Email: [email protected]
Tel/WhatsApp: 13863633883
Website: https://www.es-fire.com
